미래형 SMT 라인: 픽앤플레이스 머신의 진화 방향
픽앤플레이스 머신의 역할과 중요성을 설명하며 SMT 라인의 스마트 팩토리 핵심 노드로의 변화를 탐구합니다. 고속화, AI 기술, 유연성 및 공정 연동의 4가지 주요 측면을 다룹니다.
도입: SMT 라인의 심장, 픽앤플레이스 머신은 어디로 가고 있는가
PCB 제조 라인을 한 번이라도 둘러본 엔지니어라면 공감하실 겁니다. 솔더 페이스트 인쇄 후 검사(SPI)부터 리플로우, AOI까지 수많은 공정이 있지만, 라인 전체의 박자를 결정짓는 건 결국 픽앤플레이스(Pick & Place) 머신입니다. 택트 타임이 가장 길고, 부품 미세화에 가장 민감하며, 다품종 소량 생산 시 모델 교체 부담이 가장 큰 장비이기 때문입니다.
최근 몇 년 사이 이 장비의 위상은 크게 달라졌습니다. 단순히 "정해진 위치에 부품을 빠르게 올려놓는 기계"에서, 비전 데이터·공정 데이터·자재 정보를 종합적으로 다루는 스마트 팩토리의 핵심 노드로 진화하고 있습니다. 이 글에서는 현장 엔지니어와 기술 관리자 관점에서 픽앤플레이스 머신을 바라볼 때 꼭 짚어야 할 네 가지 축을 정리하려 합니다.
- 고속화·초정밀화 (0201·1005 시대의 장비 선택)
- AI·딥러닝 비전과 예지보전
- 다품종 소량 생산을 위한 유연성
- 스마트 팩토리 연동 (표준 프로토콜과 폐루프 제어)
관심 있는 섹션부터 골라 읽으셔도 좋습니다. 마지막에 도입·운영 단계에서 활용할 수 있는 체크리스트를 정리해 두었습니다.
1. 고속화·초정밀화: 0201·1005 시대의 장비 선택 기준
부품 미세화에 따른 정밀도 요구의 변화
최근 모바일·웨어러블 기기뿐 아니라 자동차 ECU에서도 미터법(metric) 코드 기준 0402(0.4×0.2mm), 더 나아가 0201(0.25×0.125mm) 부품이 보편화되고 있습니다. 이 정도 사이즈가 되면 통상적으로 요구되는 장착 정밀도는 ±30~40µm 수준에서 ±15~25µm 수준까지 빡빡해집니다. 카탈로그 스펙만 봐서는 충분해 보여도, 실제 라인에서는 다음 요소가 정밀도를 좌우합니다.
- 리니어 모터 구동계: 볼스크류 대비 백래시가 적어 미세 위치 결정에 유리
- 고해상도 온헤드 비전: 부품 인식과 보정 주기를 짧게 가져갈 수 있음
- 헤드 강성과 진동 제어: 고속 이동 후 정착(settling) 시간이 정밀도에 직결
- PCB 지지 구조: 보드 휨이 클 경우 장비 정밀도와 무관하게 오차 발생
특히 보드 자체의 휨(warpage)은 의외로 자주 간과됩니다. 장비를 아무리 잘 골라도, 박판 PCB를 지지하는 백업 핀 설계가 부실하면 미세 부품 장착 수율이 흔들립니다.
CPH 수치를 그대로 믿으면 안 되는 이유
장비 선정 회의에서 가장 자주 등장하는 숫자가 CPH(Components Per Hour)입니다. 그런데 카탈로그상의 최대 CPH는 보통 IPC-9850 같은 표준 조건, 즉 특정 부품·특정 피더 배치·이상적 환경에서 측정된 수치입니다. 실제 라인에서는 다음과 같은 이유로 유효 CPH(Effective CPH)가 카탈로그 대비 상당히 낮아집니다.
- 부품 믹스(칩 + IC + 커넥터 등)에 따른 헤드·노즐 전환 손실
- 피더 슬롯 수 한계로 인한 자재 교체 시간
- 비전 인식 시간(특히 BGA·QFP 등 대형 부품)
- 장착 후 보정·재인식 빈도
실무에서는 자사의 대표 보드 BOM을 기준으로 시뮬레이션을 돌려본 뒤, "우리 제품을 기준으로 했을 때 유효 CPH가 얼마인가"를 묻는 것이 일반적입니다. 같은 카탈로그 CPH라도 BOM 구성에 따라 실측치가 30~50% 차이 나는 경우가 드물지 않습니다.
 Modern SMT pick and place machine head with multiple nozzles placing 0201 components on a PCB
Modern SMT pick and place machine head with multiple nozzles placing 0201 components on a PCB
2. AI·딥러닝 비전과 예지보전: 지능화가 가져온 변화
딥러닝 기반 비전 검사의 실무적 가치
전통적인 룰 기반(rule-based) 비전은 부품 외형, 리드 위치, 마크 등 미리 정의된 특징점을 기반으로 합니다. 잘 정의된 부품에는 잘 동작하지만, 다음과 같은 비정형 불량에는 한계가 있습니다.
- 부품 모서리 깨짐(chipping)
- 리드 변형·꼬임
- 표면 오염·이물
- 인쇄 마킹 불량
딥러닝 기반 비전은 다양한 불량 패턴을 학습 데이터로 일반화할 수 있어, 사람이 일일이 룰을 짜지 않아도 비정형 불량을 잡아내는 데 강점이 있습니다. 다만 솔직히 말씀드리면, 도입의 가장 큰 허들은 알고리즘이 아니라 데이터입니다.
"AI 비전을 도입하니 불량률이 줄어들 것"이라는 기대보다, "양품·불량 이미지를 일관된 라벨링 기준으로 수집하고 주기적으로 재학습하는 운영 체계를 만들 수 있는가"가 성패를 가릅니다.
도입 초기에는 룰 기반과 AI 기반을 병행하면서, 신규 부품·신규 불량 모드가 등장할 때마다 데이터를 축적하는 방식이 현실적입니다.
설비 데이터로 구현하는 예지보전(PdM)
픽앤플레이스 머신은 이미 상당량의 운영 데이터를 만들어내고 있습니다. 일반적으로 다음 지표들이 수집 가능합니다.
- 노즐 진공도(vacuum level) 변화 추이
- 피더별 픽업 실패율(pickup error rate)
- 축별 모터 토크·전류 패턴
- 비전 인식 실패율, 재시도 횟수
이 지표들을 시계열로 축적하면, 노즐 막힘이나 피더 마모 같은 이상 징후를 사전에 감지할 수 있습니다. 사후 정비(BM) → 예방 정비(PM) → 예지 정비(PdM)로 이행하면서 OEE(설비종합효율)를 점진적으로 끌어올리는 것이 일반적인 로드맵입니다.
다만 처음부터 무리한 KPI를 잡지 않는 것이 중요합니다. 예지보전은 데이터 품질과 양이 충분히 쌓여야 의미 있는 모델이 만들어지고, 충분한 데이터 없이 설정한 임계값은 오히려 잦은 오경보로 라인 신뢰도를 떨어뜨릴 수 있습니다.
3. 다품종 소량 생산을 위한 유연성 설계
모델 교체 시간(C/O Time)을 줄이는 메커니즘
High-Mix Low-Volume(HMLV) 환경, 특히 산업용·의료용·항공용 PCB 생산 라인에서는 하루에도 수차례 모델이 바뀝니다. 이때 모델 교체 시간(Changeover Time)은 OEE에 직접 타격을 주는 변수입니다.
교체 시간을 줄이는 데 기여하는 일반적 메커니즘은 다음과 같습니다.
- 자동 노즐 교환(ANC): 부품 사이즈에 맞는 노즐을 헤드가 자동 선택
- 오프라인 프로그래밍: 라인을 멈추지 않고 다음 모델 프로그램을 미리 작성·검증
- 시뮬레이션 기반 검증: 충돌·간섭·택트 타임을 가상 환경에서 미리 체크
- 오프라인 셋업 카트: 다음 모델용 피더 세트를 미리 구성해 두고 통째로 교체
특히 오프라인 셋업 카트와 자재 검증 시스템을 함께 운영하면, 라인 정지 시간 자체를 분 단위로 끊어낼 수 있습니다.
지능형 피더와 셋업 오류 방지
SMT 라인에서 가장 치명적인 실수 중 하나가 잘못된 자재 투입(wrong part loading)입니다. 한 번 잘못된 릴이 올라가면 보드 수백 장이 통째로 폐기되거나 리워크 대상이 됩니다.
최근의 지능형 피더는 다음과 같은 방식으로 이를 막아줍니다.
- 피더 내부 메모리에 부품 번호·로트 정보 저장
- 장비 슬롯에 장착되는 순간 시스템과 자동 매칭 검증
바코드/RFID기반 릴 검증 프로세스와 결합
운영 표준 측면에서는, 자재 입고부터 피더 장착까지 모든 단계에서 동일한 식별자(예: 사내 자재 코드 + 제조사 로트)가 일관되게 추적되도록 설계해야 합니다. 시스템은 좋은데 운영 표준이 없으면 결국 사람의 실수를 다시 부르게 됩니다.
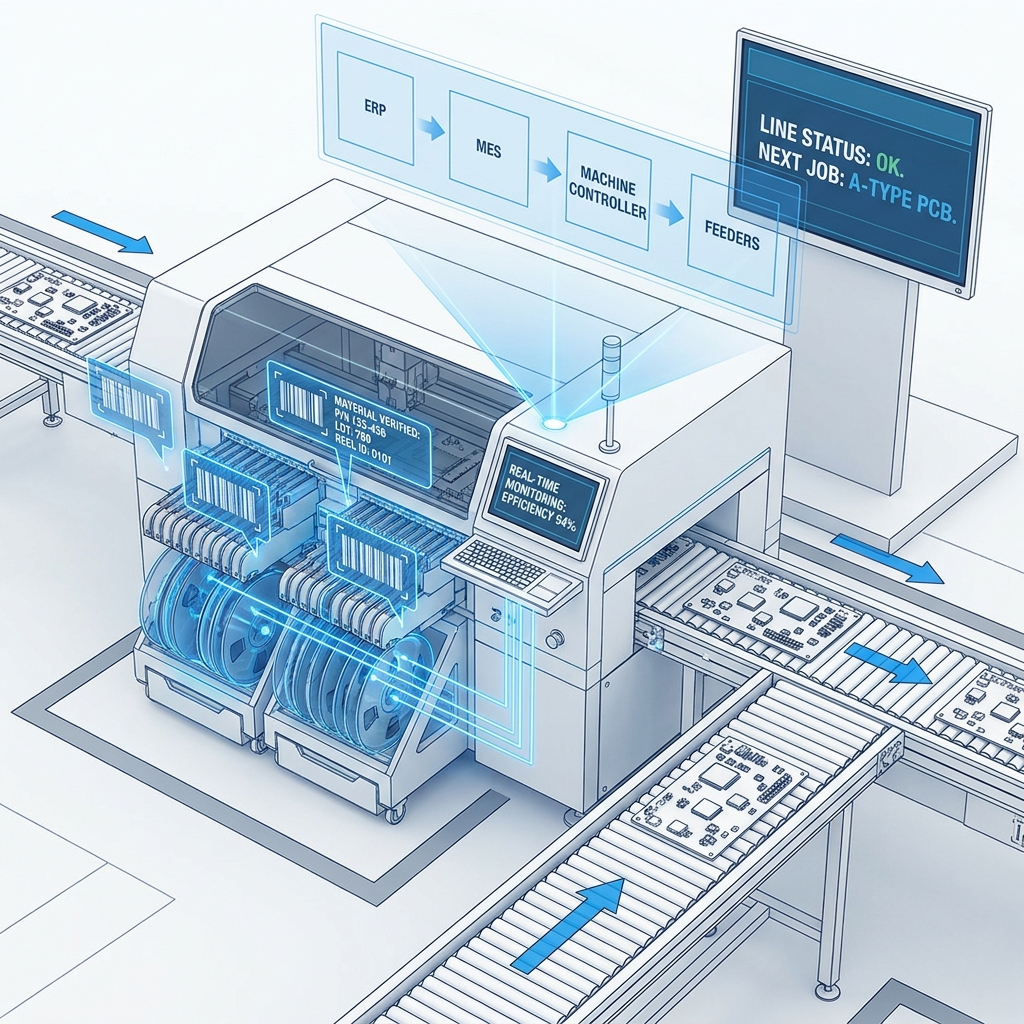 Smart factory SMT line with intelligent feeders and barcode based material verification system
Smart factory SMT line with intelligent feeders and barcode based material verification system
4. 스마트 팩토리 연동: 표준 프로토콜로 라인 전체를 묶는다
IPC-CFX와 SECS/GEM, 어떤 상황에 어떤 표준인가
스마트 팩토리 구축 시 가장 자주 받는 질문이 "어떤 통신 표준을 써야 하는가"입니다. 일반적으로는 다음과 같이 정리할 수 있습니다.
- IPC-CFX(Connected Factory Exchange): SMT·전자조립 분야에서 부상 중인 개방형 표준. 메시지 구조가 비교적 단순하고, 장비 벤더 간 호환성을 목표로 설계됨.
- SECS/GEM: 반도체 산업에서 출발해 디스플레이·일부 SMT 영역까지 폭넓게 쓰이는 표준. 성숙도가 높고 적용 사례가 많음.
- OPC UA: 산업 자동화 전반의 데이터 통신 표준으로, 상위 MES/SCADA 연동에 자주 활용.
실무 팁을 하나 드리면, 신규 라인 도입 시 RFP 단계에서 지원 가능한 표준 프로토콜을 명시적으로 요구하는 것이 좋습니다. 도입 후 추가 통합 작업을 하게 되면, 별도 게이트웨이 개발이나 커스터마이징 비용이 적지 않게 발생합니다.
SPI·AOI·리플로우와의 데이터 연계 시나리오
표준 프로토콜이 깔리면 비로소 의미 있는 폐루프(Closed-loop) 제어가 가능해집니다. 대표적인 시나리오는 다음과 같습니다.
- SPI → P&P 피드포워드: 솔더 페이스트 인쇄 위치·체적 데이터를 픽앤플레이스에 전달해, 장착 위치를 미세 보정.
- AOI → P&P 피드백: AOI에서 검출된 장착 오프셋 경향을 다시 픽앤플레이스 파라미터에 반영해 점진적 보정.
- MES 통합 추적성: 보드별 장착 부품 로트, 사용된 노즐, 장비 ID, 타임스탬프를 모두 기록해 사후 추적 가능.
이러한 추적성(Traceability)은 자동차(IATF 16949), 의료기기, 항공 분야에서는 점점 선택이 아니라 필수가 되어가고 있습니다. 신규 라인을 설계한다면, 단순 장비 통신을 넘어 "보드 한 장에 무슨 일이 있었는지 5년 뒤에도 추적 가능한가"라는 질문을 해보시길 권합니다.
5. 도입·운영 시 엔지니어가 점검해야 할 체크리스트
장비 선정 단계
장비 선정은 한 번 결정하면 최소 7~10년 영향을 미치는 의사결정입니다. 다음 항목들을 균형 있게 검토해야 합니다.
- 부품 사이즈 분포: 현재 BOM뿐 아니라 향후 3~5년 제품 로드맵에서의 최소 부품 사이즈
- 평균 로트 사이즈와 모델 수: HMLV인지, 대량 생산형인지에 따라 장비 구조가 달라짐
- 피더 슬롯 수: 최대 BOM의 부품 종류 수 + 여유분 확보
- 총소유비용(TCO): 초기 투자비 외에 노즐·피더 소모품, 유지보수 계약, 전력 소비, 다운타임 비용까지
- 표준 프로토콜 지원: IPC-CFX, SECS/GEM, OPC UA 등
CPH나 정밀도 같은 단일 지표에 매몰되지 마시고, "우리 제품 믹스에서의 유효 성능"과 "5년치 TCO" 두 축으로 비교하시는 걸 추천드립니다.
운영·유지보수 단계
도입 후 성능을 꾸준히 유지하기 위한 일반적 점검 항목은 다음과 같습니다.
- 노즐 관리: 사용 횟수 기준 청소·교체 주기 설정, 진공도 모니터링
- 피더 점검: 픽업 실패율 임계치 설정, 정기 캘리브레이션
- 비전 캘리브레이션: 온도 변화·진동 누적에 따른 주기적 재교정
- 백업 핀·컨베이어 폭 조정: 보드 두께·사이즈 변경 시 반드시 점검
- 소프트웨어·펌웨어 패치 관리: 보안과 안정성 양측에서 중요
마지막으로 강조하고 싶은 점은, 데이터 파이프라인 없이는 AI도 예지보전도 절반의 효과만 낸다는 사실입니다. 장비 자체의 지능화 수준이 아무리 높아도, 데이터를 모으고 정제하고 분석하는 인프라가 함께 가지 않으면 카탈로그 기능에 머무릅니다. 장비 도입 프로젝트와 데이터 인프라 프로젝트를 분리하지 말고, 가능한 한 함께 설계하시길 권합니다.
요약하자면, 픽앤플레이스 머신은 더 이상 "빠르게 부품을 올리는 기계"가 아닙니다. 데이터를 만들고, 학습하고, 옆 공정과 대화하는 노드입니다. 이 관점으로 장비를 바라볼 때, 비로소 스마트 팩토리라는 단어가 구호가 아닌 운영 전략으로 자리잡습니다.
현장에서 마주하시는 BOM, 라인 구성, 품질 목표는 회사마다 다릅니다. 위에서 정리한 네 가지 축과 체크리스트를 출발점 삼아, 자사 환경에 맞는 우선순위를 다시 정리해 보시면 다음 장비 선정과 라인 업그레이드 의사결정에 도움이 되리라 생각합니다.